



产品别名 |
振动时效消除应力设备,振动去应力,振动时效机,振动消除应力 |
面向地区 |
产品用途 |
退火 |
|
产品认证 |
ISO9001-2000 |
大输入功率 |
1.5kw |
近十多年来,国内外使用振动处理方法消除金属构件内的残余应力,以代替热时效。这种新技术在国外被称做“Vibratory Stress Relief Method”(简称VSR)。由于这种方法可以降低或均化构件内的残余应力,因此可以提高构件的使用强度,可以减少变形。
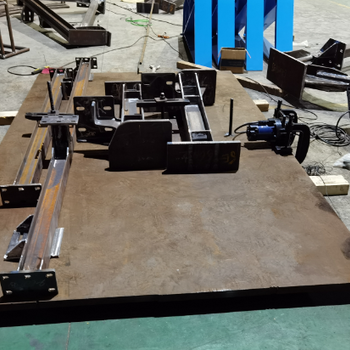
图1.1振动处理构件设备布置图
稳定精度,可以防止或减少由于热时效和焊接产生的微观裂纹的发生。特别是在节省能源、缩短周期上具有明显的效果,因此被许多国家大量使用。我们在该项技术的机理和应用研究上,近些年来都取得了较大的进展。
各种机械加工一如铸造、切削、焊接、热处理、装配等都会使工件内部出现不同程度的残余应力。从残余应力产生的原因来讲,可分成如下几类:
1.由于机械加工产生不均匀的塑性变形引起的残余应力。
2.由于温度不均匀造成的局部热塑性变形或相变作用引起的不均匀塑性变形而产生的残余应力。
3.由于装配公差产生的残余应力。
此外还有化学变化等多种原因都可产生残余应力。
由于产生残余应力的原因不同,因此构建内残余应力的分布和良知也不相同。某点的终残余应力的量值,是由各种原因产生的残余应力的综合值。
现将产生残余应力的几种主要原因的力学模型分述如下。
一、机械加工引起的残余应力
这是金属构件在加工中易产生的残余应力。当施加外力时,物体的一部分出现塑性变形,卸载后,塑性变形部分限制了与其相邻部分变形的恢复,因而出现了残余应力。
这种由局部塑性变形引起的残余应力,在很多加工工艺中均会出现,如锻压、切削、冷拨、冷弯等等。这种残余应力往往是很大的。
二、温度不均匀引起的残余应力
大多数金属都不是纯弹性或纯塑性材料,在冷却过程中往往会发生塑性至弹性的转变。以铸铁件和碳钢焊接件为例;无论是铸造和焊接均需要将构件加热到800℃以上。加工后放在自然温度环境中,构件都要经过这个塑性—弹性转变温度区间700---400℃,由于构件冷却是从外到内的,就会产生外部成弹性温度区间,而构件内部还处在塑性温度区间,通俗的讲就是构件外部已经固化,而内部因为继续冷却而收缩,构件外部不让其收缩产生残余应力。
残余应力的存在对金属工件的强度疲劳寿命结构变形等方面的影响都是很大的,因此在结构设计中予以考虑。
§2.31残余应力对疲劳寿命的影响
人们很早就已经知道:当受到交变应力的构件存在压缩残余应力时,该构件的疲劳强度会有所提高,而存在拉伸残余应力时,从而有效地提高疲劳强度。但是很多情况下,构件表面存在着拉伸残余应力,从而有效地提高疲劳强度。但是很多情况下,构件表面存在着拉伸残余应力,人们考虑的是如何来改变这种应力分布以提高疲劳寿命,这就是调整残余应力问题,这与考虑残余应力对变形的影响是不相同的,后者考虑的是如何降低或消除残余应力以变形的稳定性。
实际上,残余应力对疲劳的影响因条件和环境的不同而改变。他与残余应力分布规律和量值、材料的弹性性能、外来作用的状态等因素有关。当我们研究残余应力对疲劳的影响是既要考虑宏观残余应力的影响,也要考虑微观残余应力的影响。
可以认为,宏观残余应力在初期暂时与作用的交变应力叠加,改变盈利水平,较大的影响着疲劳寿命。而由微观组织不均匀性所造成的残余应力在应力交变过程中,会使微观区域内的塑性变形积累,使该部分产生应力集中,并使组织内发生裂纹。这些影响比起对静强度的影响来说,在实用上将更为重要。
振动时效工艺的简单程序
振动处理技术又称做振动消除应力法,在我国称做振动时效。它是将一个具有偏心重块的电机系统称做激振器安放在构件上,并将构件用橡胶垫等弹性物体做支撑,如图所示。
通过控制器启动电机并调节其转速,使构件处于共振状态,约经20—30分钟的振动处理即可达到调整残余应力的目的。图中的振动测试系统是用来监测动应力幅值及其变化的。实际生产上使用中不需要做动应力监测,振动时效设备本身具有模拟振幅监测系统。
可见,用振动调整残余应力的技术是十分简单和可行的。
振动时效工艺的发展及应用
用振动的方法消除金属构件的残余应力技术,于1900年在美国就取得了专利。但由于人们长期使用热时效,加上当时对振动时效消除残余应力的机理还不十分明确,且高速电机尚未出现造成设备沉重、调节不便,因此该技术一直未得到实际应用。
“一键“时效处理
对系统参数范围内的振峰按工艺要求进行自动分析优化处理,对采集的信号自动进行分析处理,自动制定振动时效工艺方案,无需人工输入参数及无需调整时效系统分配位置,可“一键”完成对工件时效处理。
全自动工作模式
运用的数字信号处理技术,对拾振器采集的振动信号进行实时在线统计、分析,选取有效的激振频率,可全自动完成振动时效工艺过程,在同一坐标内自动绘制振动时效工艺曲线及工艺参数;
手动快速扫频,手动时效
采用手动工作方式,可快速了解构件的特性,选取合理的激振及拾振位置,确定佳的激振频率和激振力。
为了满足批量构件时效处理、提高工作效率,系统增设了手动时效功能,可自动绘制时效曲线及相关数据,为产品检查提供宏观依据,时效时间可在线任意调整。
时效参数精度调整
在时效处理过程中,通过液晶显示屏可以实时观测出振动频率随时间的变化曲线,可以根据曲线及电流等参数的变化,对共振频率及时效时间进行精度调整,使工件处于佳的时效状态,能更好的消除或均化工件内部的残余应力,做到人机结合。
多峰振动时效处理
对系统扫频范围内的谐振峰按工艺要求,进行任意排序并预置,分别对各谐振峰进行时效处理,可设定高扫频范围,对各谐振峰可任意设定和预置时间,并可根据工艺要求进行在线调整。
设备故障自动提示功能
该系统设计有自动判断故障现象功能,当设备出现故障时,该功能可自动打印出故障发生的原因及处理方法
系统保护程序
采用双保险及自我保护程序,在时效处理过程中系统参数振幅、电流等出现异常情况及过高或负载过大时,系统启动自我保护程序进入待机状态。有效避免了设备的损害。







